拋丸機拋丸后鋼板變形的解決辦法

2018-04-12

5032
拋丸機是利用高速旋轉的拋頭將鋼丸加速到一定的速度后,將高速鋼丸射向需要清理的工作表面,通過打擊將表面的氧化物去除的過程。清理速度的快慢取決于鋼丸的流量,直觀反應出來的就是拋丸器負載(電流的變化)。以下為拋丸機出口滾掃吹掃不干凈、拋丸后鋼板變形情況、鋼板正反面清理質量監控等問題的解決辦法。本文由青島拋丸機生產廠家青島青工整理。提供各類高品質拋丸機。
經過拋丸清理后的效果主要有兩個指標:
1.表面粗糙度標準。
2.表面清潔度標準。
因我們的拋丸的下道工序熱處理爐對鋼板清潔度的要求較高,至少達到Sa2.5*,較好達到Sa3*。由于常化爐是無氧爐,且主要是淬火。如果鋼板下表面的氧化物沒有清除徹底。進入爐內后,在高溫下氧化物會粘附在熱處理爐的下表面結成瘤狀物。然后瘤狀物反過來會對爐內進行處理的鋼板下表面,反向施壓形成凹坑(輥印)。現在市場上對產品表面質量的要求日趨嚴苛,有輥印的鋼板會造成大量的客戶投訴,不僅影響產品在客戶心目中的形象,同時也造成了客戶索賠的大量增加,嚴重影響了經濟效益。
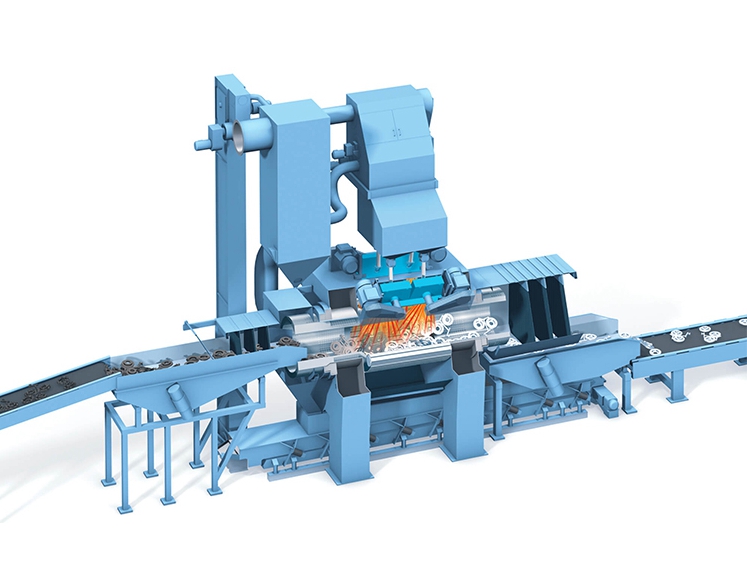
針對這種情況,拋丸機成了關鍵的設備,拋丸質量的好壞直接影響了鋼板的下表質量。所以鋼板下表的拋丸質量是重點檢查的對象。我們使用的是DISA公司的8拋丸器的
通過式拋丸機,拋頭采用的是37KW直聯結構,具有傳動效率高、拋丸量大、覆蓋面積大的優點。拋頭的放置是上下對稱、前后對稱的布局。
設備投入使用后,效果還是基本達到預期的要求的。但也存在一些小問題。比如本機的丸料清掃采用的是三道清掃工序:1、刮板清掃2、滾刷清掃3、高壓風機吹掃。 正常使用時這三道工序是能夠滿足清掃要求的,出拋丸室的鋼板表面基本無鋼丸。但由于是進口設備當時設計這套清掃裝置時,是按歸照鋼板每米彎曲率為6mm,事實上由于種種原因,經常達不到標準。這樣只能人為地將刮板抬高,從而導致過多的鋼丸進行刷掃環節,超出了機器當時的設計能力。這樣出拋丸機的鋼板表面就帶出了不少鋼丸。
機器在設計的時候較薄的板是10mm,在實際操作中經常有6mm的鋼板進行拋丸。還有9鎳鋼,這種鋼的材質比較軟。但在軋制的時候表面要增加一層保護涂層,需要用較大的拋丸量來進行處理。經常出現鋼板變形,一般表現為向上凸起。初期分析以為是上表拋丸速度過大,將鋼板向上拱起。然后將下表的電流調小,實驗后發現效果并不理想。后來分析鋼板凸起的原因,應該是拋丸應力引起的變形。這種情況在厚板上面反映并不明顯,但在薄板上非常明顯。
還有就是觀察拋丸后的清潔度效果時,一般都采取人站在鋼板上表來觀察。下表一般不檢查,只是通過電流相同,來確定下表的質量應與上表面一樣。事實上經過一段時間的使用發現,后道工序中常化爐的爐輥結瘤情況還是比較嚴重的。推斷應該是拋丸質量出了問題,上表面拋丸沒有問題,不代表下表面的拋丸質量也好。
針對這些情況 ,青島青工針對該公司的拋丸機設備進行了以下改進。
1)在原拋丸機的出口處增加一道刷掃及吹掃裝置。并且在底部增加了自動回收丸料螺旋,將收集到的鋼丸送回拋丸室內。增加的刷掃采用與原機器聯機的方式,高度通過HMI輸入進PLC會自動運行。這樣經過兩道清掃系統,即使鋼板變形再嚴重,也能保證出來時不帶鋼丸出來。即改善了現場的工況,不再有多余的鋼丸帶出,同時也減輕了工人的工作強度。
2)針對拋丸后鋼板變形的狀況,經多次實驗研究后發現是拋丸后鋼板表面殘余壓應力而引發的變形。正常拋丸時,上下表面的拋丸量如果相等時,那么上下表面的殘余壓應力會相互抵消。現在拋丸后常出現的狀況是,鋼板向上表面的凸起。說明鋼板上表面的殘余壓應力較大,也就是說上表面的拋丸量比下表面大,一般來說拋丸電流直接反應的就是拋丸量。所以正常調校時會將上下表面的電流調成一致。直覺上應該是上下表面拋丸的情況應該是一樣的,但事實上由于下面的拋丸器是將鋼丸向上拋出,同樣的負載情況下,拋出的鋼丸是會比上面的要少一些。分析后,我們決定將下表的拋丸電流調校成比上表大10%,這樣鋼板的凸起現象基本杜絕了。
3)鋼板下表的拋丸質量難以監控的情況,我們對現場的輥道基礎作了改進。在拋丸室出口外的輥道下方,增加了一個觀察坑。如有需要,我們可以在坑中觀察每一塊鋼板下表面拋丸情況。此外對下表的拋丸質量不僅止于視覺上的拋丸干凈,還用白色膠帶對下表進行粘附檢測。具體做法是,將白色膠帶粘在剛拋丸出來的鋼板下表,撕下后用10倍放大鏡觀察上面粘附的鐵粉多少。同時根據不同的拋丸清潔度情況,制定了5*標準并制成樣板。規定只有達到2*以上的才算達標,方可進入下一道工序。
小結:經過以上幾項改進后,拋丸機的使用完成能達到生產工藝的要求。對拋丸后鋼板板形的改善,尤其是下表拋丸質量的改善,直接減少了常化爐爐輥的結瘤現象,同時取得了較好的經濟效益。


 魯公網安備 37021102001299號
魯公網安備 37021102001299號